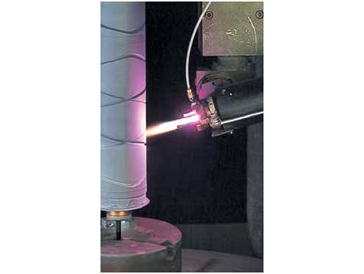
AMST offers various types of plasma spray guns which can run with customer’s existing controller. These are equivalent to the guns available in the market from OEM Oerlikon Metco, Tafa Praxair, etc. Most of the parts of the guns are 100% replaceable and quality of the guns are upto the customer’s satisfaction.
| TYPE 9MBM PLASMA GUN | |
|---|---|
| POWER CAPACITY | : 80kW Max |
| PROCESS GAS | : Ar, He, H2 & N2 |
| WEIGHT OF THE GUN | : 3.7 Kgs Approx |
| PLASMA GAS TEMP | : Approx 16000°C |
| COOLING WATER FLOW | : 14 – 17 LPM |
| DEPOSIT EFFICIENCY | : Max 70% Approx |
| SPRAY RATE | : Approx 75 g/min |
| TYPE 3MBM/3MPH PLASMA GUN | |
|---|---|
| POWER CAPACITY | : 40kW Max |
| PROCESS GAS | : Ar, He, H2 & N2 |
| WEIGHT OF THE GUN | : 2 Kgs Approx |
| PLASMA GAS TEMP | : Approx 16000°C |
| COOLING WATER FLOW | : 16 LPM |
| DEPOSIT EFFICIENCY | : Max 65% Approx |
| SPRAY RATE | : Approx 45 g/min |
| TYPE SG-100 PLASMA GUN | |
|---|---|
| POWER CAPACITY | : 80kW Max |
| PROCESS GAS | : Ar, He, H2 & N2 |
| WEIGHT OF THE GUN | : 1.8 Kgs Approx |
| PLASMA GAS TEMP | : Approx 16000°C |
| COOLING WATER FLOW | : 31 LPM |
| DEPOSIT EFFICIENCY | : Max 70% Approx |
| SPRAY RATE | : Approx 75 g/min |


| TYPE 2086A ID PLASMA GUN | |
|---|---|
| POWER CAPACITY | : 40kW Max |
| PROCESS GAS | : Ar, He, H2 & N2 |
| LENGTH OF EXTENSION | : 1’, 2’ & 3’ |
| MINIMUM BORE | : 3” ID Spray |
| COOLING WATER FLOW | 31 LPM |
| DEPOSIT EFFICIENCY | : Max 50% Approx |
| ANGLE OF SPRAY | : 45° & 60° |
| TYPE F4MB-XL PLASMA GUN | |
|---|---|
| POWER CAPACITY | : 55kW Max |
| PROCESS GAS | : Ar, He, H2 & N2 |
| WEIGHT OF THE GUN | : 2.6 Kgs Approx |
| PLASMA GAS TEMP | : Approx 16000°C |
| COOLING WATER FLOW | : 10 – 14 LPM |
| DEPOSIT EFFICIENCY | : Max 70% Approx |
| SPRAY RATE | : 40 - 75 g/min |


| TYPE F1 ID PLASMA GUN | |
|---|---|
| POWER CAPACITY | : 25kW Max |
| PROCESS GAS | : Ar, He, H2 & N2 |
| LENGTH OF EXTENSION | : 600mm |
| MINIMUM BORE | : 3” ID Spray |
| COOLING WATER FLOW | : 15 – 17 LPM |
| DEPOSIT EFFICIENCY | : Max 50% Approx |
| ANGLE OF SPRAY | : 45° & 90° |
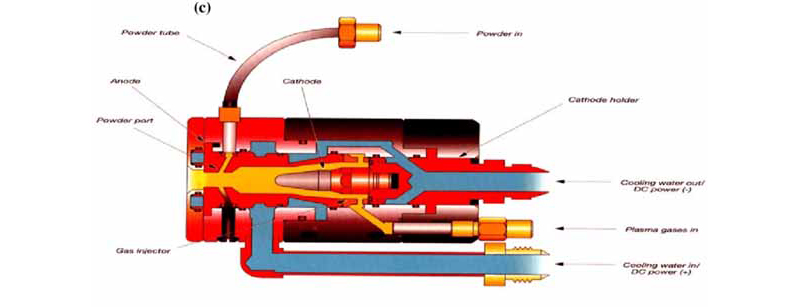
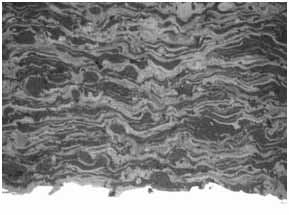
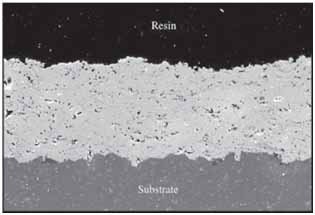
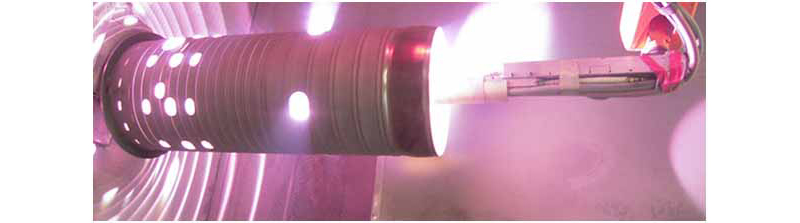
In plasma spray process the heat source (plasma) is formed by the generation of a high-density arc current in the space between a cathode and an anode filled with a monatomic gas such as argon and a diatomic gas such as hydrogen. The ionized gases heat up to temperatures approaching 15,000°C and expand to reach supersonic gas exit velocities.
Properties of the plasma stream can be controlled by cathode-nozzle configuration, gas type, gas flow, gas mixture ratio and electric arc power levels. The resulting plasma stream can therefore greatly influence the degree of melting and acceleration of the chosen material, allowing deposition of coatings with tailored microstructural properties for specific industrial applications.